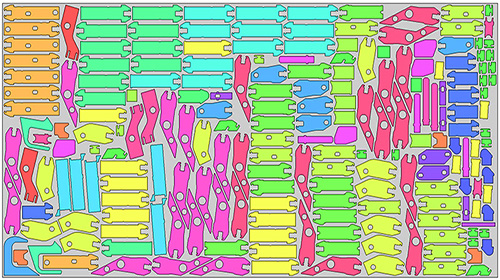
Every year PALFINGER processes around 20,000 tons of high-tensile steel panels to manufacture loading cranes and other loading and hoisting equipment. Off-cut optimization is therefore a key concern shared by the whole management team in the company. Thanks to Almacam software, the sheet metal plates to cut can be automatically nested in half of the time with minimized off-cut.
PALFINGER manufactures the most innovating, reliable and profitable lifting solutions used on utility vehicles, rails and in the field of marine and offshore cranes. The master product of the company is the articulated arm crane for trucks, which is available in approximately 150 models, with a load capacity of up to 200 metric tons. PALFINGER is by far the world market leader in this field. The group, which was founded in 1932 as a locksmith’s workshop with its head office located in Bergheim near Salzburg, is also the world’s leading manufacturer of timber and recycling cranes, marine cranes and container changing systems. PALFINGER’s product range is completed by tail lifts, truck mounted forklifts, lifting platforms and other lifting and handling facilities, which have been sold by around 5,000 sales partners in more than 130 countries around the world.
With approximately 9,500 employees and a turnover of more than one billion Euros (in 2014), PALFINGER is internationally established and operates manufacturing and assembly sites in Europe, North and South America, including Asia. Almacam software is currently installed and used in several plants located in Austria, Slovenia, Bulgaria and Brazil where sheet metal panels are cut for various product ranges. It is already planned to install Almacam’s solution in other sites. “The fact that Almacam is internationally established has been a key criterion when we decided to choose act/cut software” according to Thomas Kölpl, the Project Manager in charge of the selection and implementation of the new CAD/CAM software.


Growing number and diversity of parts
PALFINGER’s product range has been largely extended over the last years through natural business growth and acquisitions. This means for the employees of the sheet metal production that they will have to nest and cut not only a growing number but also a widespread diversity of sheet metal parts while handling various specific requirements. “If, in Lengau, we produce a few Kanban parts, which can be processed aside from the orders, we generally work according to the “make to order” principle: sheet metal plates are processed directly after the cutting stage, so as to avoid extended intermediate storage” says Andreas Pree, the manager of the Manufacturing Strategy at PALFINGER AG in Lengau in Austria. His team, which Thomas Kölpl also belongs to, is globally in charge of the optimization of the development and manufacturing processes.
In the past, operators in the four major plants used, for all machine brands and technologies (laser, plasma and oxy-fuel cutting), a software program which provided manual nesting functions only. The quality of the results and the off-cut rate therefore mainly depended on the expertise of the nesting engineer. According to M. Pree, “Using manual nesting functions, an unexperienced operator can generate an off-cut rate that can be two to three percent higher than an expertized colleague. This means a lot of money. A one- percent difference (more or less) can result in approximately 100,000 Euros per site and per year. That’s why our management team keeps an eye on the off-cut rate.”
In order to cope with the growing number of manufacturing orders using limited resources, it was unavoidable to further automate the nesting process. Looking for a CAD/CAM software program with automatic nesting functions, PALFINGER examined four systems with two of them having been abandoned quickly, as the automation didn’t operate as expected. Almacam act/cut convinced the project team regarding both the operation and the results during automatic nesting, which were compared to the off-cut rate generated in a manual nesting process: “The software was not only faster but also almost as efficient as an experienced user” Stefan Winkelmaier said, who supported the selection as a key user and who took over the First-Level Support after the rollout in addition to his programming job.
The fact that Almacam is internationally established has been a key criterion when we decided to choose act/cut software... Today, act/cut has become our group-wide nesting standard solution.
Data integration with the ERP system
After extensive tests, the CAD/CAM software was first implemented in the production site in Lengau and after four months it was rolled out to the sites in Slovenia, Bulgaria and Brazil. The site in France shall be switched over too in the near future. “Today, act/cut has become our group-wide nesting standard solution“, Mister Kölpl said. Almacam managed the link between the software and the cutting machines, knowing that only a few post-processors required specific developments. While Austria is exclusively cutting with Trumpf and Bystronic laser machines, the other sites are also using LVD and Amada laser cutting machines, Microstep and SAF plasma cutting machines, as well as ESAB and SAF oxy-fuel cutting machines.
The CAD/CAM solution is installed on the servers of the relevant sites. The idea to implement the software as a centralized Terminal Server solution and access the application and application data through Citrix Clients had to be abandoned by PALFINGER after a first test run. The software performance was not designed for Terminal Server operation, which means that it used toomuch resources: “But it is still our objective to centralize the system and we are studying this with Almacam“, Mister Kölpl said. The advantage of a Terminal Server solution would be the ability to provide remote support of the users on the different sites and, when needed, the standardized nesting of at least part of the orders through a centralized Service Centre, as added by Mister Pree.
The ERP software used to control the nesting orders and to store the nested parts as DWG files is implemented at the head office in Salzburg as the Terminal Server solution. Almacam has combined act/cut with the SAP order control to allow for the automatic transfer of the order data and the orders to be recorded as processed in SAP after their execution. For this purpose, the software editor has programmed an additional function for PALFINGER, which is used to readout the folder with the processed programs and to definitely close the orders, thus checking the remaining sheet metal plates in again (into the virtual stock). Considering that both the order data and the stock of sheet metal plates are made available in act/cut, the interface is designed to automatically calculate the off-cut based on the geometry of the nested parts and the dimensions or weight of the panel.

The software was not only faster but also almost as efficient as an experienced user... We estimated time savings of 50 percent throughout all plants.
Cross-order controlled nesting
The off-cut rate currently lies between 25 and 30 percent: “The more little parts of different geometry are contained in the nesting orders, the higher the off-cut. When processing big parts, we sometimes have considerably less than 20 percent“, Mister Winkelmaier said. To minimize the off-cut rate, Kanban orders may be over-nested. If there is still some space left on the panel, the system places additional parts beyond the scope of the order. In addition to that, non-time-bound Kanban orders may be declared as filler parts, in order to fill panels showing voids where necessary. Almacam has programmed these additional functions especially for PALFINGER.
PALFINGER performs cross-order nesting, whereas the plant in Lengau calculates every night the nesting orders to be transferred to the machine on the day after next. On the other sites, weekly orders had been summarized first, and then it was changed again to daily or two-day portions after having stated that the impacts on the off-cut rate were negligent. “In that way, we are closer to the customer order and need to produce less parts on stock”, Mister Pree said.
The sheet metal parts are removed from the panels immediately after the laser, plasma or oxy-fuel cutting and based on the nesting drawing manually assigned to the relevant order. Though the production is designed for three-shift work, there are no ghost shifts for the time being. That’s why the sheet metal parts, except parts with very similar outlines, don’t need to be identified, thus saving valuable machine time.
Time savings of more than 50 percent
Before transferring an automatically nested program to a machine, it is checked by the user and manually optimized, if needed. To do so, the user simply deletes the nesting he/she doesn’t like and manually nests the panels again. The associated program functions are high-performing and will be more intuitive in the next version, according to Mister Winkelmaier. PALFINGER expects the new version planned in the first or second term of next year to provide improved performance when producing multiple part nesting orders.
The users have become much more efficient thanks to the automatic nesting with act/cut. “Orders, which were formerly manually nested by an operator during his working time, today barely take one third of the operator’s time. We estimated time savings of 50 percent throughout all plants”, Mister Pree said. Thanks to the time savings, PALFINGER is able to process with the same team much more nesting orders than in the past and accept special tasks, which can’t be automated as easily. “In Lengau one single nesting engineer wouldn’t be enough today”, Mister Kölpl added.
The probably most important benefit from the company’s point of view is the stability of the results, regardless the expertise of the relevant user: “If the machine parameters are correctly set, I simply need to press the button to get a reliable nesting, no matter, if the user has worked on the system for 3 months or for 3 years”, Mister Winkelmaier explained. He knows what he is talking about, as he as a key user has defined the pre-settings for optimized nesting which are used today by all operators throughout the world.
Michael Wendenburg